A deep drawing force calculator can be helpful when calculating required force and other process parameters. Our deeper draw capacity offers you completely customized options.

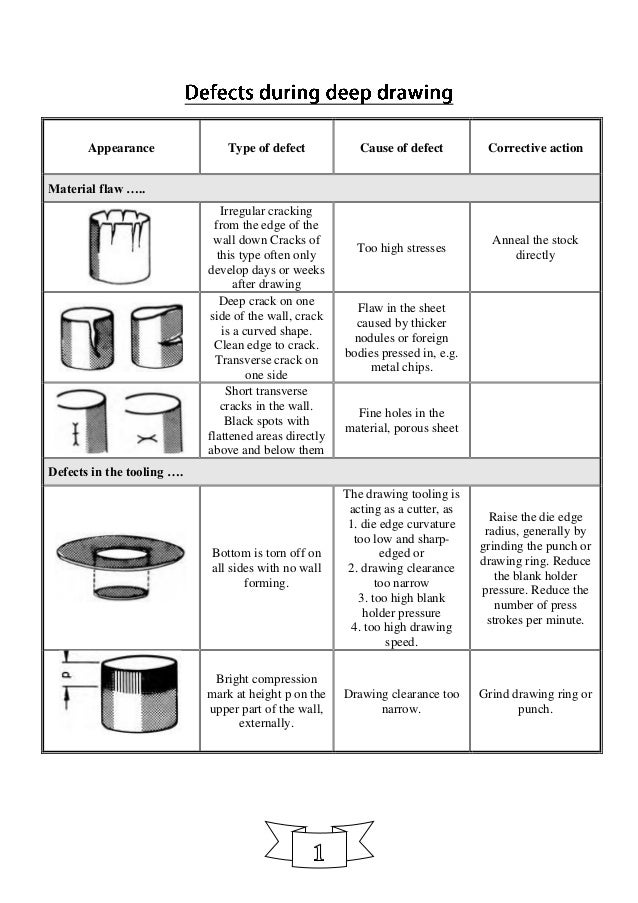
Defects In Deep Drawing And Their Remedies
Ensure that substrate should be free from sand dirt or any dust.

. A corporate provided a solution to the drawing defect of Auto muffler shell for FORD motor company the material is stainless steel cracking often occurs in. Moisture content on the painting surface should not exceed 6 as it helps to avoid efflorescence. View presentations and documents with title Defects in deep drawing and their remedies on SlideShare the worlds largest community for sharing presentations.
Up to 10 cash back The workpiece material used in a deep drawing process is anisotropic in nature due to a prior thermomechanical treatment. In some people the veins are not easy to find and the technician might have difficulty drawing the blood. Designing to Prevent Defects.
Laser therapy works by penetrating deep within the skin and damaging the oil glands that produce sebum - an excess of which leads to pimples. Too little and the material will be pierced or torn instead of flowing into the die cavity. Deep drawn low carbon steel.
A defect-free deep draw depends on proper punch and die clearance. Nina Kudryashova Spiros Chavlis Production editors. The main defects of deep drawn parts are wrinkling andor necking.
Deep drawing mechanism parameters defects and recent results. Deep drawn stainless steel. Mostly used lubricants in deep drawing process are mineral oils soap solutions and heavy duty emulsions.
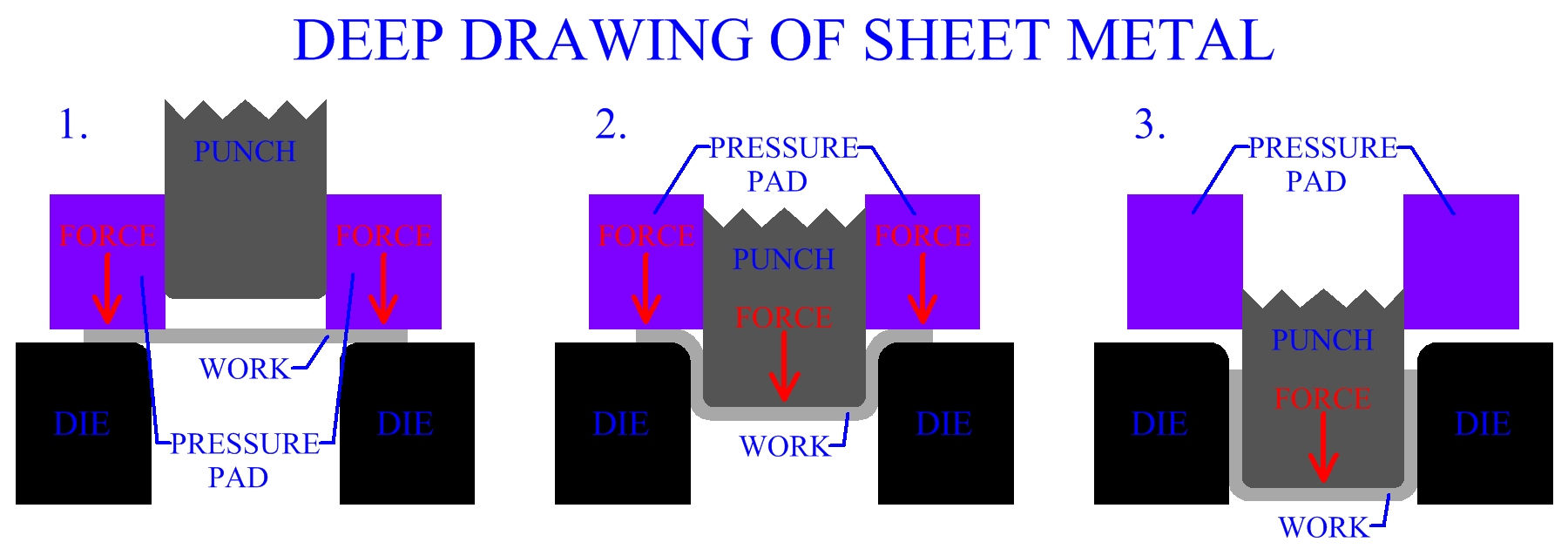
Deep drawing defects pdf Example of deep drawn part Deep drawing is a sheet metal forming process in which a sheet metal blank is radially drawn into a forming die by the mechanical action of a punch1 It is thus a shape transformation process with material retention. Ad Wide range of deep draw stamping services for your new product needs. The following is a list of common problems that may be encountered when deep drawing cyclindrical cups.
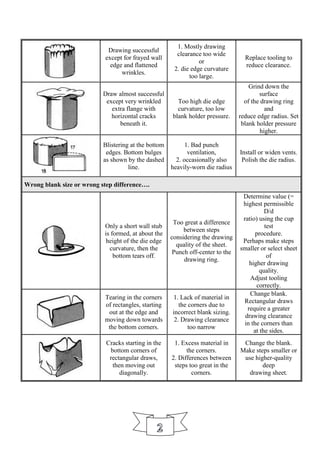
Causes and Prevention of Common Defects. The most common defects in deep drawing operations are wrinkling galling orange peeling earing and tearing. The following is a brief description of commonly found defects.
The self-same cure The duke intends on you. Their occurrence is related to numerous factors such as blank hardness lubrication system quality of the die surface grain size and anisotropy of the drawn material holding down pressure and clearance between the punch and die. Additional deep drawn metal.
Employ good surface preparation before the application of paint. Metal fractures very early in the. The most common defects in deep drawing operations are wrinkling galling orange peeling earing and tearing.
Deep drawing is a special process in sheet metal forming which is capable of forming many metallic parts and structures and it covers a wide range of applications in packaging automotive and aerospace industries. The most common defects in deep drawing operations are wrinkling galling orange peeling earing and tearing. The schematic drawing of the conventional deep drawing process is depicted in Figure 61.
Failure of sheet metal parts during deep drawing processes usually takes place in the form of wrinkling or tearing. Apply adequate primer to seal the surface before going for undercoat and topcoat. Excessive thinning in areas of the sheet metal is also an unwanted defect.
In deep drawing many defects can be avoided with careful part design. In this article the basic principles of deep drawing the fundamental definitions and the advantages of the process are. In deep drawing clearance values tend to fall between 107 and 115 of sheet thickness.
Reducing complexity and asymmetry. Deep drawing experiments carried out at 473 K revealed that the AZ31 magnesium alloy sheets could be successfully drawn at a limiting drawing ratio LDR of 23 with a drawn depth of 54 mm. Potential causes and remedies are also provided.
The stress in the flange region during the deep drawing process is a combination of radial tensile drawing stress and a tangential compressive stress hoop stress. The process is considered deep drawing when the depth of the drawn part exceeds its diameter. Too much and the workpiece will wrinkle.

Deep Drawing An Overview Sciencedirect Topics

Deep Drawing An Overview Sciencedirect Topics
All Defect Of Deep Drawing Process

Deep Drawing An Overview Sciencedirect Topics

Deep Drawing An Overview Sciencedirect Topics
All Defect Of Deep Drawing Process
Deep Drawing Of Sheet Metal
Defects In Deep Drawing And Their Remedies
0 comments
Post a Comment